
15227599628
积极排查各网站相关信息及图片,将不规范的图片信息及时改正或删除,发现问题第一时间纠正。我司如有遗漏未删除的功能性用词以及不符合广告法的词语全部作废、失效,不做为任何形式提出的赔偿理由。之前商品遗漏的词语我们会逐步排查完善修改,我司不接受且绝不妥协任何极限用词、功能性用词赔付。人无完人,希望广大消费者,如有发现用词不当之处,提醒告知,我们会第一时间改正!

硬质合金模具铸钢堆焊制模工艺是用焊接的方法,将两种金属材料熔合成一个整体模块。由于硬质合金模具用途及对模具性能要求的不同,采用的堆焊材料及堆焊工艺也不相同,例如为了改善模具工作表面层的性能,通常需选用高于基体金属性能的堆焊材料;若为用堆焊方法修复由于磨损而超差的模具时,则应选用与模具材料成分相同的钢材进行堆焊。

氮化的工艺: 气体软氮化的主要工艺参数为氮化温度,氮化时间,以及氮化气氛。 气体软氮化温度常用560-570℃,因该温度下氮化层硬度最高。氮化时间通常为3-4小时,因为化合物层的硬度在共渗2-3小时达到最高,而随时间的延长,氮化层深度增加缓慢。氮化气氛由氨气分解率和含碳渗剂的滴量速度所决定。 氮化的原理: 气体软氮化,即气体氮碳共渗,是指以气体渗氮为主,渗碳为辅的的低温氮碳共渗。常用介质有50%氨气+50%吸热式气体(Nitemper法);35%-50%氨气+50-60%放热式气体(Nitroc法)和通氨气时滴注乙醇或甲酰胺等数种。在软氮化时,由于碳原子在ε相中的溶解度高,软氮化的表层是碳、氮共同的化合物,这种化合物韧性好且耐磨。 在气体软氮化过程中,由于碳原子的溶解度极低,所以很快达到饱和状态,析出许多超显微的渗碳体质点。这些渗碳体质点,作为氮化物结晶的核心,促使氮化物的形成。而当表层氮浓度达到一定时便形成ε相,而ε相的碳溶解能力很高,反过来又能加速碳的溶解。 气体软氮化后,其组织由ε相,γ′相和含氮的渗碳体Fe3(C,N)所组成,碳会降低氮的扩散速度,所以热应力和组织应力较硬氮化大,渗层更薄。但同时,由于软氮化层不存在ξ相,故氮化层韧性比硬氮化后更佳。

(1)用的仪器仪表在线和离线检测模子的尺寸精度、硬度和表面粗糙度。检测验收合格的模具进行登记,人库上架,使用时领出抛光模孔工作带,并将导流模、型材模、模垫进行组装检查,确认无误时发到机台加热; (2)铝型材挤压工模具上机前加热温度规定:挤压筒:400~450℃,挤压垫:350℃ ,模垫:350~400℃,平模:450~470℃,分流模:460~480℃,保温时间按模具厚度计算(l.5~2 分钟/mm); (3)铝型材挤压工模具在炉内加热时间不允许超过10 小时,时间过长,模孔工作带容易腐蚀或变形; (4)在铝合金型材挤压开始阶段,需缓慢加压力,因为冲击力很可能引起堵模。如果发生堵模时,需立即停机,以防压烂模孔工作带; (5)模子卸机后,待冷至150~180℃ 时再放人碱槽煮,因为模子在高温下碱煮,容易被热浪冲击开裂。并应采用先进的蚀洗方法,以回收节省碱液,缩短腐蚀时间和实现无污染清洗; (6)铝型材挤压模具修模工在对分流模装配时,应用铜棒轻轻颠打,不允许用大铁锤猛击,避免用力过大,震烂模具; (7)铝型材挤压模具氮化前需对模孔工作带仔细抛光至表面粗糙度Ra0.8~0.4μm; (8)铝型材挤压模子氮化前要求清洗干净,不允许有油污带入炉内;氮化工艺要合理(依设备特性与模具材料而定),氮化后表面硬度为HV900~1200,氮化层过厚、过硬会引起氮化层剥落。一套模具一般允许氮化3~5 次;复杂的高倍齿散热器型材模不进行氮化工序; (9)对老产品的新模子、棒模、圆管模可不经试模直接进行氮化处理;新产品及复杂型材模必须经试模合格后才能进行氮化处理; (10)铝型材挤压新模试模合格后,最多挤压10 个铸锭就应卸机进行氮化处理,避免将工作带拉出沟槽;两次氮化之间不可过量生产,一般平模为60~100 个锭,分流模为40~80 个锭为宜,过多会将氮化层拉穿。 (11)使用后的铝型材挤压模子抛光后,涂油人库保管。

1、确定挤压比:挤压比是指挤压前后截面积的比值。根据挤压的要求和材料的性质,确定挤压比。 2、计算摩擦角:摩擦角是指材料在模具表面与模具材料之间的摩擦力与法向力之间的比值。摩擦角可以通过实验或经验确定,在0.1到0.3之间。 3、计算挤压模具的角度:挤压模具的角度可以通过以下公式计算:角度等于arctan乘以{挤压比除以(1减摩擦角)}。

冲压--是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。 冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。冲压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系。模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益和新产品的开发能力。

制造冲压模具的材料有钢材、硬质合金、钢结硬质合金、锌基合金、低熔点合金、铝青铜、高分子材料等等。目前制造冲压模具的材料绝大部分以钢材为主,常用的模具工作部件材料的种类有:碳素工具钢、低合金工具钢、高碳高铬或中铬工具钢、中碳合金钢、高速钢、基体钢以及硬质合金、钢结硬质合金等等。具体介绍如下: 1、碳素工具钢 在模具中应用较多的碳素工具钢为T8A、T10A等,优点为加工性能好,价格便宜。但淬透性和红硬性差,热处理变形大,承载能力较低。 2、低合金工具钢 低合金工具钢是在碳素工具钢的基础上加入了适量的合金元素。与碳素工具钢相比,减少了淬火变形和开裂倾向,提高了钢的淬透性,耐磨性亦较好。用于制造模具的低合金钢有CrWMn、9Mn2V、7CrSiMnMoV(代号CH-1)、6CrNiSiMnMoV(代号GD)等。 3、高碳高铬工具钢 常用的高碳高铬工具钢有Cr12和Cr12MoV、Cr12Mo1V1(代号D2),它们具有较好的淬透性、淬硬性和耐磨性,热处理变形很小,为高耐磨微变形模具钢,承载能力仅次于高速钢。但碳化物偏析严重,必须进行反复镦拔(轴向镦、径向拔)改锻,以降低碳化物的不均匀性,提高使用性能。 4、高碳中铬工具钢 用于模具的高碳中铬工具钢有Cr4W2MoV、Cr6WV、Cr5MoV等,它们的含铬量较低,共晶碳化物少,碳化物分布均匀,热处理变形小,具有良好的淬透性和尺寸稳定性。与碳化物偏析相对较严重的高碳高铬钢相比,性能有所改善。 5、高速钢 高速钢具有模具钢中最高的的硬度、耐磨性和抗压强度,承载能力很高。模具中常用的有W18Cr4V(代号8-4-1)和含钨量较少的W6Mo5Cr4V2(代号6-5-4-2,美国牌号为M2)以及为提高韧性开发的降碳降钒高速钢6W6Mo5Cr4V(代号6W6或称低碳M2)。高速钢也需要改锻,以改善其碳化物分布。 6、基体钢 在高速钢的基本成分上添加少量的其它元素,适当增减含碳量,以改善钢的性能。这样的钢种统称基体钢。它们不仅有高速钢的特点,具有一定的耐磨性和硬度,而且抗疲劳强度和韧性均优于高速钢,为高强韧性冷作模具钢,材料成本却比高速钢低。模具中常用的基体钢有6Cr4W3Mo2VNb(代号65Nb)、7Cr7Mo2V2Si(代号LD)、5Cr4Mo3SiMnVAL(代号012AL)等。 7、硬质合金和钢结硬质合金 硬质合金的硬度和耐磨性高于其它任何种类的模具钢,但抗弯强度和韧性差。用作模具的硬质合金是钨钴类,对冲击性小而耐磨性要求高的模具,可选用含钴量较低的硬质合金。对冲击性大的模具,可选用含钴量较高的硬质合金。 钢结硬质合金是以铁粉加入少量的合金元素粉末(如铬、钼、钨、钒等)做粘合剂,以碳化钛或碳化钨为硬质相,用粉末冶金方法烧结而成。钢结硬质合金的基体是钢,克服了硬质合金韧性较差、加工困难的缺点,可以切削、焊接、锻造和热处理。钢结硬质合金含有大量的碳化物,虽然硬度和耐磨性低于硬质合金,但仍高于其它钢种,经淬火、回火后硬度可达68~73HRC。

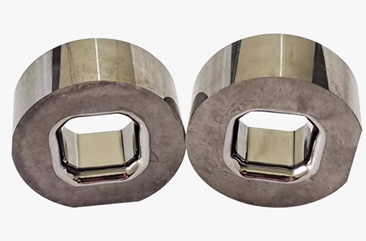
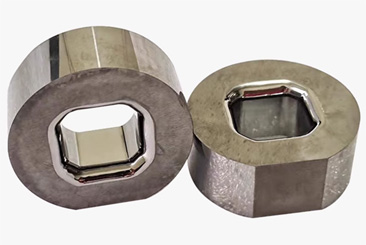
一般做拉丝模具的模芯为YG8(这是最普通的):用来拉2-50mm左右的金属制品.再小的规格可以用YG6或YG6X,再小的尺寸可以用YG3。如果拉拔力比较大,拉制的产品大于100以上,可以考虑用YG15或YG20C的硬质合金。如查拉铜管、铝管等产品,尺寸40mm以下的都可以用YG6的,大点的可以用YG8。选用的牌号与你拉拔的压缩率及被拉的材料的硬度及模具的镶套质量、加工质量有关。
压缩力不均匀、研磨时移动方式不正确。 1、当研磨时压缩力不均匀时,模具表面受到的压力大,另一部分受到小的压力,导致模具抛歪。 2、在研磨模具时,研磨机的移动速度不稳定或者研磨方向发生偏差,导致模具抛歪。
1、磨损:长时间使用模具会导致模具表面磨损,特别是在接触摩擦部分。磨损会导致模具的斜拉角度减小。 2、沉积物:在模具表面积累的沉积物或杂质会导致拉丝模具的斜拉角度减小。这是由于模具清洁不彻底或不及时导致的。

扫码关注微信

扫码浏览手机站