


ABOUT US
关于我们
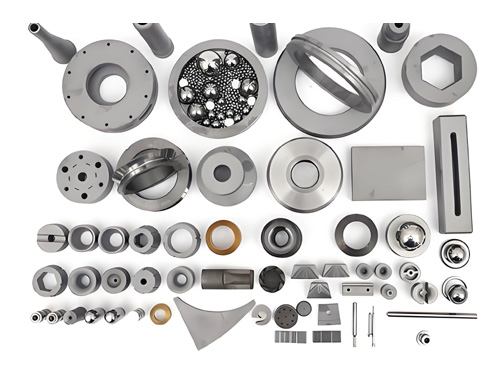
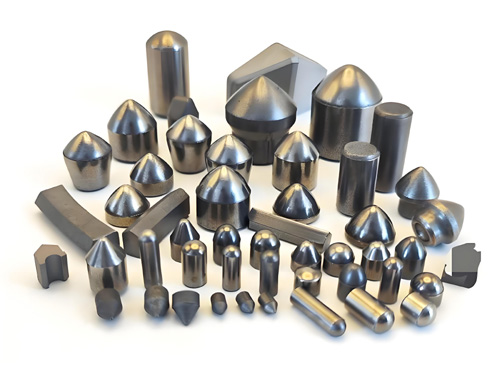
任丘市隆伟金属制品有限公司是专业生产硬质合金模具及配件的老厂家,主要产品:碳化钨破碎锤、多晶硅破碎锤、合金破碎锤、硅料破碎锤、碳化钨榔头、碳化钨辊环、碳化钨料钵、碳化钨磨盘、碳化钨研磨罐、硬质合金冷镦、冷挤压模具,高强度螺栓红镦、缩径模具;螺母成型模具,标准件、紧固件冷镦缩径模具,电声T铁冷墩、成型模具,拉伸模具;拉丝,拉棒,拔管模具,奇型、异型冷拉模具,粉末冶金模具,自行车中轴、脚蹬、链条模具,以及耐磨、抗冲压等非标、异型模具。可广泛应用于钢结构紧固件、标准件、电声、电子、钢铁、机械、五金、石油、化工等多领域、多行业。
多年以来,本厂始终坚持“服务至上”的企业宗旨,把客户的需求和满意作为企业的核心,以“高效务实、团结创新、精益求精”的管理理念,强化“质量是企业生命”的质量方针,实践“以人为本,诚信守诺,反应迅速”的服务理念,创造优秀的企业文化,树立良好的企业形象,更好地服务于广大客户!
在新的世纪里,我们将继续努力,与社会各界优秀人士携手共进,共图伟业!
多年以来,本厂始终坚持“服务至上”的企业宗旨,把客户的需求和满意作为企业的核心,以“高效务实、团结创新、精益求精”的管理理念,强化“质量是企业生命”的质量方针,实践“以人为本,诚信守诺,反应迅速”的服务理念,创造优秀的企业文化,树立良好的企业形象,更好地服务于广大客户!
在新的世纪里,我们将继续努力,与社会各界优秀人士携手共进,共图伟业!
- 2016年
公司创始于
- 800+
合作客户
- 1500+
模具品类
- 1000+
为用户提供模具产品








五大优势,让您的选择更加放心
10年专注硬质合金模具、非标定制耐磨件

01
类型多样 加工定制
主要产品:碳化钨破碎锤、多晶硅破碎锤、合金破碎锤、硅料破碎锤、碳化钨榔头、碳化钨辊环、碳化钨料钵、碳化钨磨盘、碳化钨研磨罐、硬质合金冷镦、冷挤压模具,高强度螺栓红镦、缩径模具;螺母成型模具,标准件、紧固件冷镦缩径模具,电声T铁冷墩、成型模具,拉伸模具;拉丝,拉棒,拔管模具,奇型、异型冷拉模具,粉末冶金模具,自行车中轴、脚蹬、链条模具,以及耐磨、抗冲压等非标、异型模具。可广泛应用于钢结构紧固件、标准件、电声、电子、钢铁、机械、五金、石油、化工等多领域、多行业。

02
因为专注 所以专业
主要产品:碳化钨破碎锤、多晶硅破碎锤、合金破碎锤、硅料破碎锤、碳化钨榔头、碳化钨辊环、碳化钨料钵、碳化钨磨盘、碳化钨研磨罐、硬质合金冷镦、冷挤压模具,高强度螺栓红镦、缩径模具;螺母成型模具,标准件、紧固件冷镦缩径模具,电声T铁冷墩、成型模具,拉伸模具;拉丝,拉棒,拔管模具,奇型、异型冷拉模具,粉末冶金模具,自行车中轴、脚蹬、链条模具,以及耐磨、抗冲压等非标、异型模具。可广泛应用于钢结构紧固件、标准件、电声、电子、钢铁、机械、五金、石油、化工等多领域、多行业。

03
模具设计 加工定制
主要产品:碳化钨破碎锤、多晶硅破碎锤、合金破碎锤、硅料破碎锤、碳化钨榔头、碳化钨辊环、碳化钨料钵、碳化钨磨盘、碳化钨研磨罐、硬质合金冷镦、冷挤压模具,高强度螺栓红镦、缩径模具;螺母成型模具,标准件、紧固件冷镦缩径模具,电声T铁冷墩、成型模具,拉伸模具;拉丝,拉棒,拔管模具,奇型、异型冷拉模具,粉末冶金模具,自行车中轴、脚蹬、链条模具,以及耐磨、抗冲压等非标、异型模具。可广泛应用于钢结构紧固件、标准件、电声、电子、钢铁、机械、五金、石油、化工等多领域、多行业。

04
专业服务 成就客户
具有的技术生产和模具设计的经验,并拥有经验丰富的生产技术人员。一贯奉行“诚信为本,用户至上”的原则,以市场为导向,以满足用户需求为宗旨,热忱为广大顾客服务。竭诚欢迎新老朋友、厂商客户来厂、来函等多种渠道洽谈业务,我们将为您提供满意的服务!

05
价格实惠 品质保障
公司以市场为中心,根据现在社会发展的不同需求不断推出新产品,同时公司细分市场为每位顾客生产合适的产品,现主要生产各种钨钢模具、硬质合金模具、非标定制耐磨件、石油配件等,热诚欢迎各界朋友前来考察、洽谈合作项目。
ENGINEERING CASE精品推荐
-

冲头凹模固定座
专业生产:钨钢轴套,钨钢零件,碳化钨密封圈,钨钢阀芯阀座,耐磨环,密封件,碳化钨球,合金耐磨件,硬质合金研磨罐,碳化钨研磨罐,碳化钨破碎锤,碳化钨料钵,碳化钨磨盘,硬质合金鄂板,冷拉模具,拉伸模具,标准件模具,合金轧辊,可根据客户要求设计生产制作各种硬质合金,钨钢,碳化钨类毛坯及产品。
-

粉末冶金模具
专业生产:钨钢轴套,钨钢零件,碳化钨密封圈,钨钢阀芯阀座,耐磨环,密封件,碳化钨球,合金耐磨件,硬质合金研磨罐,碳化钨研磨罐,碳化钨破碎锤,碳化钨料钵,碳化钨磨盘,硬质合金鄂板,冷拉模具,拉伸模具,标准件模具,合金轧辊,可根据客户要求设计生产制作各种硬质合金,钨钢,碳化钨类毛坯及产品。
-

合金卷边轮
专业生产:钨钢轴套,钨钢零件,碳化钨密封圈,钨钢阀芯阀座,耐磨环,密封件,碳化钨球,合金耐磨件,硬质合金研磨罐,碳化钨研磨罐,碳化钨破碎锤,碳化钨料钵,碳化钨磨盘,硬质合金鄂板,冷拉模具,拉伸模具,标准件模具,合金轧辊,可根据客户要求设计生产制作各种硬质合金,钨钢,碳化钨类毛坯及产品。
-
硬质合金模具
专业生产:钨钢轴套,钨钢零件,碳化钨密封圈,钨钢阀芯阀座,耐磨环,密封件,碳化钨球,合金耐磨件,硬质合金研磨罐,碳化钨研磨罐,碳化钨破碎锤,碳化钨料钵,碳化钨磨盘,硬质合金鄂板,冷拉模具,拉伸模具,标准件模具,合金轧辊,可根据客户要求设计生产制作各种硬质合金,钨钢,碳化钨类毛坯及产品。
-

钨钢毛坯
专业生产:钨钢轴套,钨钢零件,碳化钨密封圈,钨钢阀芯阀座,耐磨环,密封件,碳化钨球,合金耐磨件,硬质合金研磨罐,碳化钨研磨罐,碳化钨破碎锤,碳化钨料钵,碳化钨磨盘,硬质合金鄂板,冷拉模具,拉伸模具,标准件模具,合金轧辊,可根据客户要求设计生产制作各种硬质合金,钨钢,碳化钨类毛坯及产品。
-

钨钢模具
专业生产:钨钢轴套,钨钢零件,碳化钨密封圈,钨钢阀芯阀座,耐磨环,密封件,碳化钨球,合金耐磨件,硬质合金研磨罐,碳化钨研磨罐,碳化钨破碎锤,碳化钨料钵,碳化钨磨盘,硬质合金鄂板,冷拉模具,拉伸模具,标准件模具,合金轧辊,可根据客户要求设计生产制作各种硬质合金,钨钢,碳化钨类毛坯及产品。
-
硬质合金耐磨件
专业生产:钨钢轴套,钨钢零件,碳化钨密封圈,钨钢阀芯阀座,耐磨环,密封件,碳化钨球,合金耐磨件,硬质合金研磨罐,碳化钨研磨罐,碳化钨破碎锤,碳化钨料钵,碳化钨磨盘,硬质合金鄂板,冷拉模具,拉伸模具,标准件模具,合金轧辊,可根据客户要求设计生产制作各种硬质合金,钨钢,碳化钨类毛坯及产品。
-

硬质合金模具
专业生产:钨钢轴套,钨钢零件,碳化钨密封圈,钨钢阀芯阀座,耐磨环,密封件,碳化钨球,合金耐磨件,硬质合金研磨罐,碳化钨研磨罐,碳化钨破碎锤,碳化钨料钵,碳化钨磨盘,硬质合金鄂板,冷拉模具,拉伸模具,标准件模具,合金轧辊,可根据客户要求设计生产制作各种硬质合金,钨钢,碳化钨类毛坯及产品。
手机:15227599628 微信:15227599628
手机:13333361991 15732799966
地址:河北省任丘市北汉乡前解经村
Copyright © 任丘市隆伟金属制品有限公司 www.rqlwmj.com